In today’s fast-paced world of architecture and construction, few companies manage to strike the perfect balance between innovation, sustainability, and timeless design. Yet, Royal Manufacture & Investment Joint Stock Company (RYG) better known simply as Royal Tiles Vietnam has been doing exactly that for more than two decades.
From its humble beginnings in Vietnam to becoming a trusted supplier across Asia, Europe, and North America, Royal Tiles Vietnam has steadily redefined what it means to deliver high-quality, luxury building materials. Today, through its partnership with Green Material Supplies, Royal is extending its reach even further with Australia emerging as a key market for growth and innovation.
A Legacy of Innovation and Growth
Royal Tiles Vietnam’s story began in 2001 under the name Royal Ceramic Tiles Company Ltd. Over time, the company evolved into a network of specialized subsidiaries including Royal House, Royal Crystal, Royal Green, and Royal Sintered Stone Manufacture & Investment Joint Stock Company; each contributing to Royal’s transformation into one of Vietnam’s largest and most respected building material empires.
This rapid growth is underpinned by an extensive manufacturing network:
- 14 warehouses across Vietnam to ensure efficient domestic distribution
- 2,500+ employees and 3,000+ agents and distributors, creating a seamless supply chain
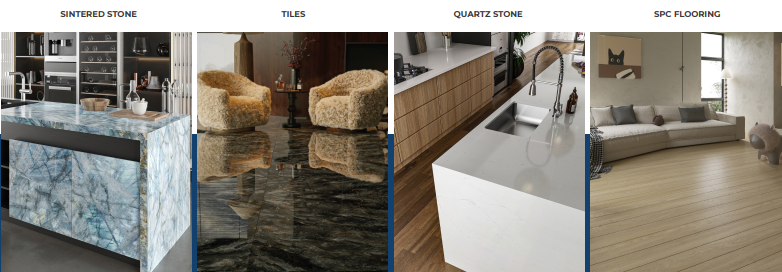
- Four major production verticals:
- Tile factories producing 30 million sqm per year
- Sintered stone production of 1.5 million sqm annually
- SPC flooring factory with 13 million sqm annual output
- Quartz stone production of 352,000 sqm annually
Every product is made on European-imported machinery, with modern, automated production lines adhering to international quality standards. This combination of scale and technology allows Royal to compete on the global stage and meet the growing demand from markets like Australia where supply reliability and product excellence are paramount.

The Philosophy Behind the Brand
At its core, Royal Tiles Vietnam is far more than a manufacturer. It is a customer-first company guided by five core values:
- Renovation – Continuously innovating to maintain its position as an industry pioneer.
- Obliging – Putting customers at the heart of every decision.
- Yes – Approaching challenges with a solutions-first mindset.
- Assurance – Delivering competitive quality and dependable results.
- Listening – Encouraging creativity through collaboration and openness.
This philosophy has shaped Royal into what it calls “a close friend” a company that doesn’t just supply materials but partners with clients to help them create their dream spaces, whether it’s a modern family home, a luxury hotel, or a high-rise commercial tower
The Product Portfolio: Where Quality Meets Design
Sintered Stone – The Rebirth of Stone
Created with SACMI (Italy) technology, Royal’s sintered stone replicates the beauty of natural stone while delivering superior performance:
- Scratch-, heat-, and UV-resistant; ideal for kitchens, façades, and outdoor living spaces.
- Non-porous and stain-resistant, requiring no sealing and minimal maintenance.
- Large-format slabs with through-body veining, achieving a realistic stone look.
This makes sintered stone a premium choice for high-traffic commercial spaces, countertops, flooring, and feature walls in both residential and commercial projects.

Ceramic and Porcelain Tiles
Green Material Supplies and Royal Tiles Vietnam also supply and produces a diverse range of ceramic and porcelain tiles, available in matte, glossy, and polished finishes. These tiles are ideal for both interior and exterior applications, helping architects and designers achieve a cohesive aesthetic across spaces.

Quartz Stone – Timeless Elegance
Royal’s quartz product line includes:
- Traditional Quartz – Durable, heat-resistant, and visually consistent with natural stone.
- Printed Quartz – Using digital printing technology to create unique and artistic patterns.
- Eco Stone – A sustainable alternative replacing quartz crystals with glass for an eco-friendly surface without sacrificing strength or style.

SPC Flooring – A Modern Solution
For those seeking a practical, elegant flooring solution, Green Material Supplies and Royal Tiles Vietnam’s SPC (Stone Plastic Composite) flooring stands out:
- Five-layer structure (SPC core, decor layer, wear layer, UV coating, backing pad) for stability and durability.
- Waterproof and slip-resistant, making it suitable for kitchens, bathrooms, and commercial environments.
- Quick, adhesive-free installation thanks to the European-standard Uniclic locking system.
- Multiple finishes (wood grain, stone, or carpet patterns) to suit any interior design.

Global Projects and Partnerships
Green Material Supplies and Royal Tiles Vietnam’s expertise and quality are trusted worldwide. In Vietnam, its materials are featured in Metropole Hanoi, Gateway Thao Dien, Ba Na Hills, Vincom Center, and Lien Khuong Airport.
Globally, Royal products are found in:
- Resort World Las Vegas
- MGM Bellagio Las Vegas
- Rainier Square Tower, Seattle
- Westin Hotels, Hyatt House, Hampton Inn, AC Hotel, and more
These projects underscore Royal’s ability to meet stringent international standards, making it an appealing choice for Australian developers seeking globally recognized materials

Certifications and Quality Assurance
Green Material Supplies and Royal Tiles Vietnam’s dedication to quality is supported by industry-leading certifications, including:
- ISO 9001:2015 – Quality Management System
- ISO 14001:2015 – Environmental Management System
- NSF/ANSI 51 – Food-safe surfaces certification
- Greenguard Certification – Low chemical emission compliance
- EN 14411:2012 – European tile conformity
This ensures every product not only looks good but also meets rigorous safety, health, and sustainability benchmarks.
A New Era: Going Public
On December 12, 2024, Royal marked a major milestone by officially listing on the Ho Chi Minh City Stock Exchange (HoSE) under the ticker RYG. This public listing represents more than a financial achievement; it is a commitment to transparency, brand credibility, and global expansion. The listing provides Royal with new access to capital, enabling further investments in 4.0 factory upgrades, quartz production expansion, and sintered stone innovation, all of which are crucial for supplying high-demand markets like Australia
For Australian architects, builders, and developers, this means better access to premium building solutions, competitive pricing, and a reliable supply partner capable of supporting projects of all scales.
Final Thoughts
Together, Green Material Supplies and Royal Tiles Vietnam are not just keeping pace with the global building material industry; we are setting the standard for our future. With our combination of innovative products, large-scale manufacturing, world-class certifications, and a proven global track record, we are poised to become a key player in the Australian market. For those seeking sustainable, durable, and design-driven solutions, Green Material Supplies and Royal Tiles Vietnam represent an opportunity to transform not just spaces, but the way we build and design.